我们一起讲解一下关于
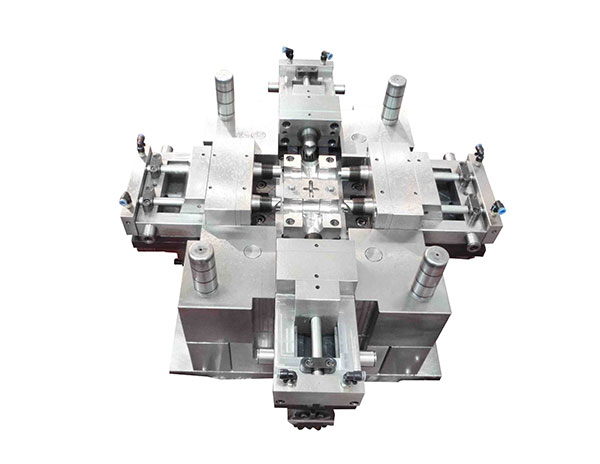
汽配模具相关的注塑模具是生产塑料制品的工具。也是赋予塑料制品完整结构和精确尺寸的工具。注射成型是一种用于批量生产一些形状复杂零件的
加工方法。在注塑模具中,经常会发生注塑模具的弯曲变形,很多人不知道是什么。接下来和大家分享一下注塑模具弯曲变形的原因。一,注塑产品有变形的模具原因:
1,模具运水道冷却效果不均衡,导致模具的各个位置温度不均衡,产品收缩不一致而变形了。
2,模具脱模系统脱落动作不畅顺,不平衡,顶,拉,扯产品变形了。
3,凸起的模芯需做运水到顶部,冷却到位。杜绝因局部模温过热而引起变形。
4,产品的骨位,或模具行位太粗糙,粘模而顶,拉变形。
5,产品粘前模,或抽芯粘模而致拉变形。
6,模具入水太小了,料流应力大,应力变形。
7,产品胶位厚薄差异太大,导致收缩的差异而拉变形。
二,注塑产品有变形的调机原因
1,模温不均衡,前模5个点,后模5个点(四角加中间),温度也热边冷,收缩不一致而引起变形。
2,保压太大了,射得过饱,产品往后弯曲变形了。
3,保压太小了,填充不密实,产品往前收缩弯曲变形了。
4,周期时间太短了,产品没有冷却定型,变形了。
5,顶出速度太快了,把产品顶变形了。
6,调机参数设置不合理,产品粘模而致拉扯变形。
7,成型条件设置不合格,产品应力大,而致变形了。
8,定型夹具设置不当而引起的变形。
9,包装方式不当,挤压变形。
三,注塑产品有变形的设计原因
1,产品胶位厚薄段差太多,没有衔接好,因收缩不一致而引起的变形。
2,产品加强筋未设计正确,塑料收缩引起产品变形。这个现象在PP,PE料的框形产品非常明显。
3,入水位置设计不当,产品填充不饱满,收缩变形。
4,入水形式设计不正确,产品料流不顺,应力变形。
5,产品结构设计不当,收缩变形。
6,产品前后模分型线未设计好,产品收缩变形。
7,产品的塑料收缩取值不当,过度变形。
四,注塑产品有变形的机台原因
1,顶杆顶出不平衡,导致产品顶变形。
2,开模不平衡,导致产品拉变形。
五,注塑产品有变形的材料原因
1,材料的收缩率大,收缩变形,可以在材料上改性,减低收缩率。
2,流动方向和垂直于流动方向的分子链取向性差异,致使收缩率不同而变形。
更多汽配模具资讯点击:http://www.wzyiyangkj.com/